





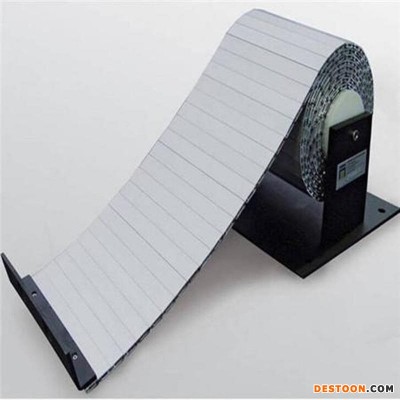










| 型号 : | 90*70*60 | 样式 : | 卷帘式护罩 |
| 护罩总宽度 : | 38 | 防护部位 : | 导轨 |
| 品牌 : | 星吉瑞 | 拉伸后长度 : | 60 |
| 压缩后长度 : | 75 | 行程长度 : | 148 |
| 护罩内部宽度 : | 54 | 护罩内部高度 : | 32 |
| 导轨高度 : | 18 | 导轨宽度 : | 35 |
| 适用机床 : | 皆可 | 是否库存 : | 是 |
| 是否批发 : | 是 |
机床防护罩加工工序介绍
1、处理图纸
图纸到手后,依据展开图及批量的不同挑选不同落料办法,其中有激光切开加工,数控冲床加工,剪板加工,模具等办法,然后依据图纸做出相应的展开。
2、下料
数控冲床受刀具方面的影响,关于一些异形工件和不规则孔的加工,在边际会呈现较大的毛刺,要进行后期去毛刺的处理,一起对工件的精度有必定的影响;激光切开加工无刀具约束,断面平坦,适合异形工件的加工,但关于小工件加工耗时较长。在数控和激光旁放置工作台,利于板料放置在机器上进行加工,减少抬板的工作量。一些能够使用的边料放置在指定的地方,为折弯时试模提供资料。在工件落料后,边角、毛刺、接点要进行必要的修整(打磨处理),在刀具接点处,用平锉刀进行修整,关于毛刺较大的工件用打磨机进行修整,小内孔接点处用相对应的小锉刀修整,以确保外观的美观,一起外形的修整也为折弯时定位作出了确保,使折弯时工件靠在折弯机上方位一致,确保同批产品尺度的一致。
在落料完结后,进入下道工序,不同的工件依据加工的要求进入相应的工序。有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时在折弯一两道后要将螺母或螺柱压好,其中有模具打凸包和段差的地方要考虑先加工,避免其它工序先加工后会发生干涉,不能完结需求的加工。在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯之前加工好。
3、折弯
折弯时要 要要依据图纸上的尺度,资料厚度确认折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用依据板材的厚度来确认。其次是确认折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后一般。有要压死边的工件 要将工件折弯到30°—40°,然后用整平模将工件压死。




















